Done right, the successful implementation of a Material Resource Planning system will help your company manage inventory, production equipment, and resources in a more effective way. The more you scale, the more difficult it will become to keep your head above water without this kind of system. Here’s your cheat sheet to Material Resource Planning.
What, How Many, and When
As a hardware entrepreneur, you’ve probably realized that things tend to get more complicated with growth. As you scale, your team becomes larger, your scope becomes broader, and your business is suddenly serving countless customers instead of one-off orders. At this point, you can’t ballpark your on-hand inventory or guess how many components you’ll need from your suppliers next month. Your “on-the-fly” approach to production is no longer feasible or effective, which leaves you searching for other options. This is where strategic resource planning comes into play – specifically, Material Requirements Planning (MRP).
Simply stated, an MRP is a production planning and inventory control system. It works to integrate all of the data related to your production schedule, inventory, and bill of materials (BOM). Based on this consolidated information, it calculates purchasing and shipping schedules for the parts required to build your product. Many companies in today’s marketplace use it to inform decisions around ordering and stocking materials so they can successfully meet customer demand. MRPs are more specialized for manufacturing and shop-floor operations, helping them to use their resources and materials more efficiently by answering the following questions: What items are required? How many are required? When are they required? Although this all sounds simple, knowing the answers to these three questions is actually a very big deal. It ultimately helps you to streamline operations, improve margins and profitability, and meet customer demand for your product.
Why Inventory Matters
Unlike software companies, hardware-based companies typically need lots of different materials and components to churn out finalized goods that are customer-ready. In large quantities, all of these inputs and outputs can become difficult to manage. You’ve got to store everything somewhere – which ends up impacting your cost of inventory, a real expense that translates to your bottom line. That’s why in 1964, Joseph Orlicky developed the first system to manage large volumes of materials for manufacturing and distribution, known as Material Requirements Planning (MRP-1). As this early system evolved, it offered a way for companies to manage their inventory levels and control their stock to avoid unnecessarily high operating costs.
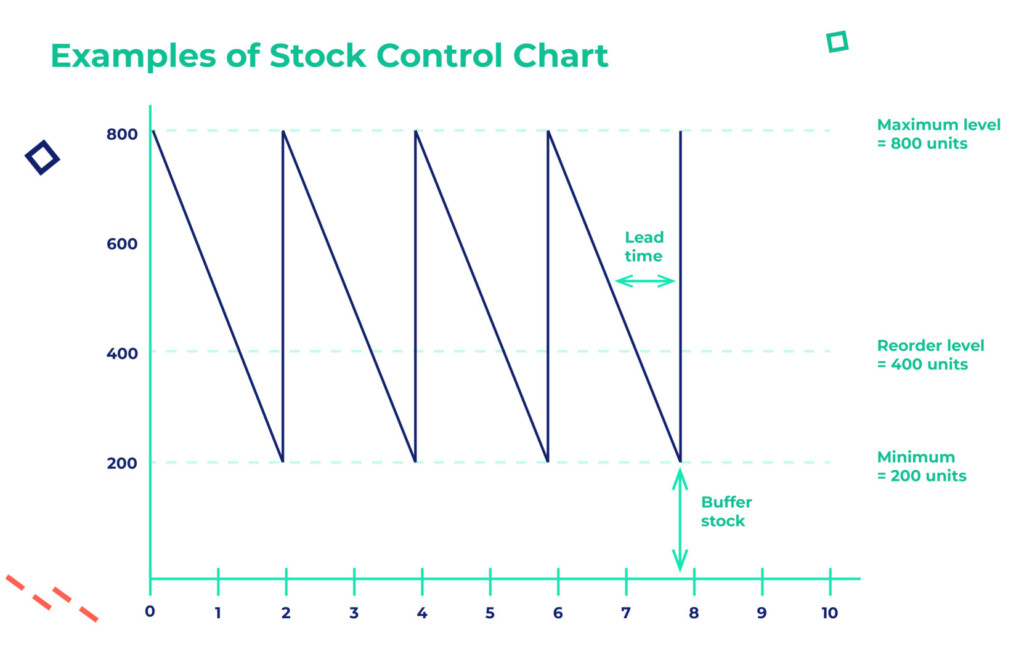
One approach to managing inventory is to create a stock control chart, similar to the example shown below. Let’s walk through the key elements of this chart so you can understand how it would impact decision-making at your company. At a high level, the saw-tooth stock control chart depicts usage and replenishment of inventory over time. The number of stock units held (Y axis) decreases steadily as the weeks pass (X axis), illustrating the points at which the company needs to order new materials. To keep operations running smoothly, materials must be reordered before existing materials run out. Thus, when the stock reaches the reorder level of 400 units, a new order of 600 units is placed. Of course, there is a certain amount of time that passes between the order being placed and the actual receipt of the materials – this is known as lead time. To account for unexpected changes to usage or longer lead times, most companies keep additional stock on hand called buffer stock. In this example, the buffer stock is 200 units. Together, these data points paint a picture that informs key business decisions.
Your Master Production Schedule
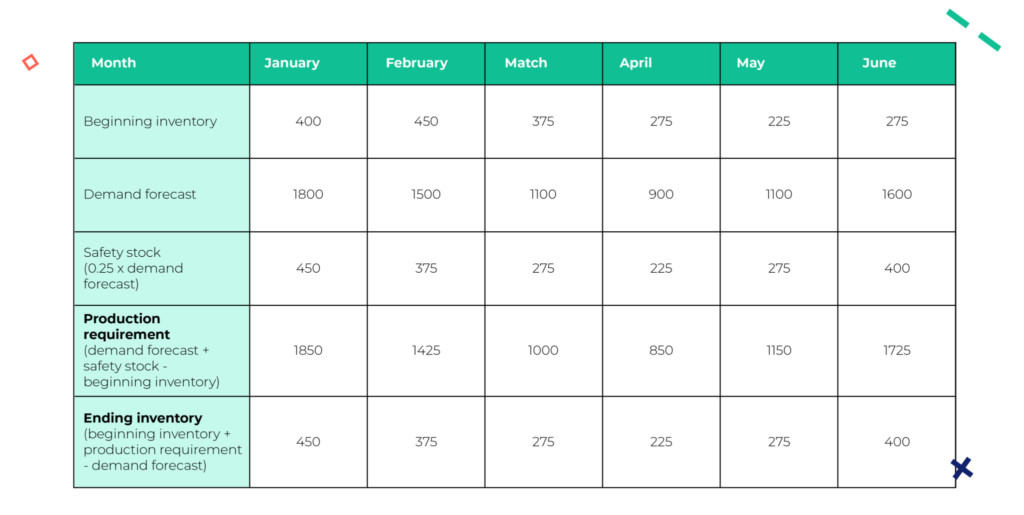
At this point, we’ve established that inventory management is important. However, it means very little without factoring in customer demand for your product. Demand is usually not constant and tends to vary from month to month (or perhaps even season to season depending on your business). A master production schedule incorporates forecasted fluctuations in customer demand to determine how many units of a particular item need to be purchased. The table shown below illustrates the production schedule for one, single item. As you can imagine, it’s extremely time-consuming to compute the production schedule for many items if you take a manual approach. Luckily, an MRP-1 system calculates your requirements automatically and uses the information for reordering materials.
Weighing Pros and Cons
As illustrated, MRP systems can be very beneficial when it comes to production planning and inventory control. By incorporating inventory usage and lead times into their resource planning, companies can maintain lower stock levels to cover their production. That means they can still meet customer demand but take on less inventory carrying costs. Additionally, employing usage rates to drive purchasing helps protect companies from the dangers of overspending. Usage rates refer to the consumption of materials based on customer demand or a demand plan (i.e. how many widgets are needed, when to build the order, etc.). Ultimately, MRPs enable companies to free up cash for other operational activities or to fund investments in new and innovative areas of the business.
Nonetheless, there are several potential drawbacks of implementing MRP systems. Lack of support for other manufacturing functions can make it difficult to plan production and react to changes in customer demand. In turn, this also makes it tough to keep accurate inventory quantities recorded in the system (which is necessary for the system to add real value to the firm). As a result, time-consuming manual entry and data reconciling is required at times to account for other business processes.
Adopting a Scaled Mindset
Done right, the successful implementation of an MRP system will help your company manage inventory, production equipment, and resources in a more effective way. The more you scale, the more difficult it will become to keep your head above water without this kind of system. Nonetheless, ensure that you understand the needs of your particular business before making an investment in an MRP system.
Just starting to scale and want to make sure you’re prepared? Join our community of hardware entrepreneurs and we’ll send additional information on resource planning straight to your inbox.